加工能力对于材料的广泛应用以按需锻造结构至关重要。基于石墨烯的宏观材料已显示出优异的机械和功能性能。然而,与通常的聚合物和金属不同,石墨烯材料表现出有限的可变形性和可加工性以进行精确成型。在这里,我们提出了一种通过从氧化石墨烯 (GO) 前体中插入聚合物来精确热塑性成型石墨烯材料。插层聚合物通过聚合物链的热活化运动使 GO 固体具有热塑性。我们检测到一个临界最低含量的插层聚合物,它可以扩大层间距超过 1.4 nm 以激活热塑性,这成为 GO 固体热塑性成型的标准。通过热塑性成型,扁平的 GO 复合薄膜被锻造成高斯曲线形状并压印成具有尺寸精度低至 360 nm 的表面浮雕图案。塑料成型结构保持结构一体化,具有出色的电气性能(3.07 × 105 S m
-1 ) 和热导率 (745.65 W m
-1 K
-1 ) 去除聚合物后。热塑性策略极大地扩展了 GO 材料和其他层状材料的成型能力,并为更广泛的应用提供了多功能的结构设计。
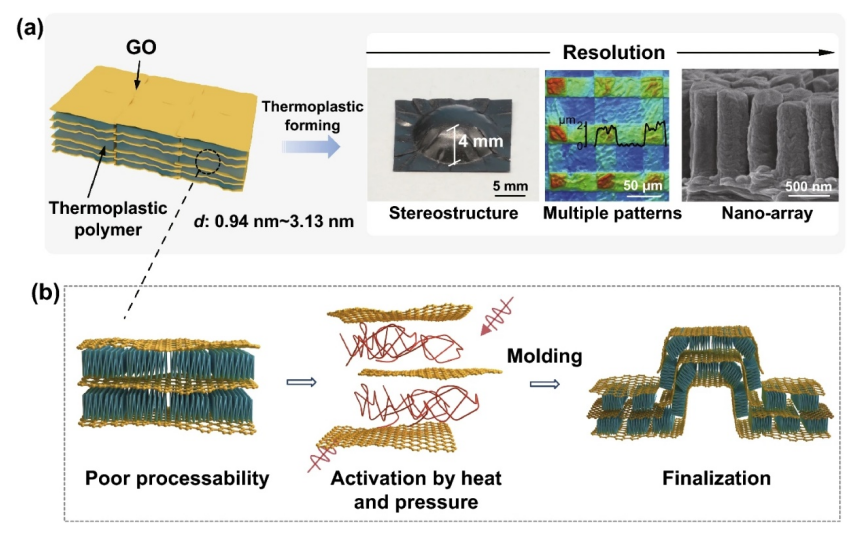
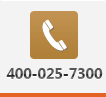
Figure 1.(a) Pi-GOS 的热塑性成型过程,从平面薄膜到从宏观到纳米尺度的不同压纹结构。(b)热塑性机制示意图,包括 GO 片材的滑动和聚合物链在压力和加热下的活化。
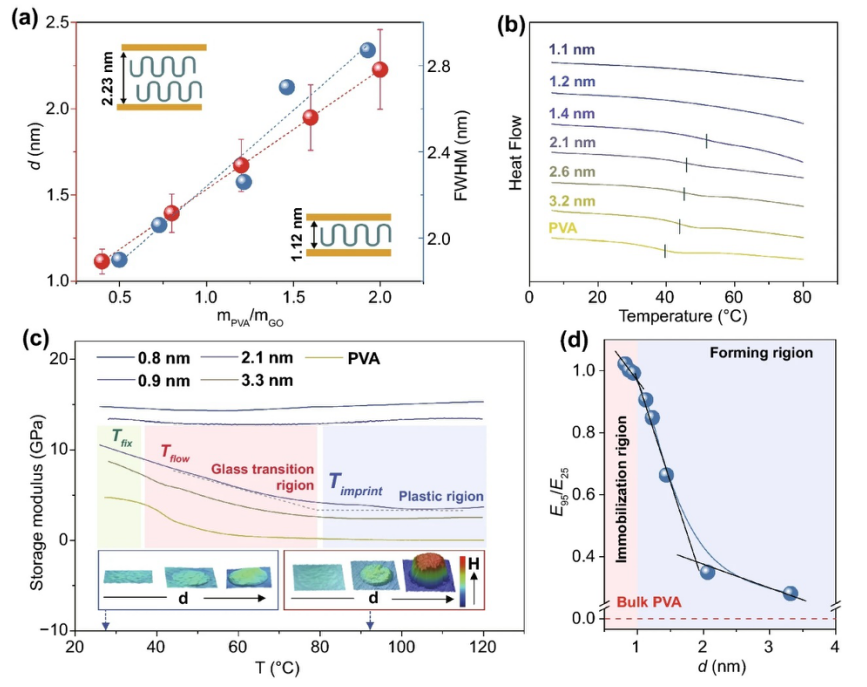
Figure 2. (a)层间距和 FWHM 与 PVA 和 GO 之间重量比的关系图。插图显示了 1.12 nm (
mPVA /
mGO = 0.4) 和 2.23 nm (
mPVA /
mGO = 2) 之间的比较。(b)不同层间距的 Pi-GOS 的玻璃化转变温度测量。(c)随着层间距的增加,储能模量与温度的关系曲线。插图是在 25°C(蓝色)和 95°C(红色)下形成结构与d的变形能力。(d)95 °C (E
95 ) 和 25 °C (E
25 ) 与 Pi-GOS 的层间距。

Figure 3. (a) Pi-GOS ( d = 3.1 nm) 在 25℃(蓝色)和 95℃(红色)下的典型应力-应变曲线。(b)在25℃(顶部)和95℃(底部)拉伸断裂后Pi-GOS( d = 3.1 nm)的横截面形态的SEM图像。(c)在 25 ℃(蓝色)和 95 ℃(红色)下具有不同d间距的 Pi-GOS 的杨氏模量和伸长率。(d) Pi-GOS在T
g以下的脆性拉伸断裂和T
g以上的塑性拉伸断裂示意图。
Figure 4. (a)Pi-GOS的热塑性成型过程,从平板纸到具有正曲率的立体结构。(b)相同厚度(32μm)的 Pi-GOS 模压球壳和(c)圆柱壳压痕试验的有限元分析结果。(d0球壳(蓝色方形点)和圆柱壳(红色方形点)的力-位移曲线。实线对应拟合结果。
.png)
Figure 5. (a)表示从平面到微图案阶段的多压印工艺。比例尺,50μm。(b)通过微压印在Pi-GOS上的表面图案:由三角形形成的简单六边形(左),ZJU标志的浮雕(右)。比例尺,50μm(左),2 mm(右)。(c)高径比与压力和时间的关系曲线。虚线对应拟合结果,点代表实验结果(误差线基于平均值的标准误差)。
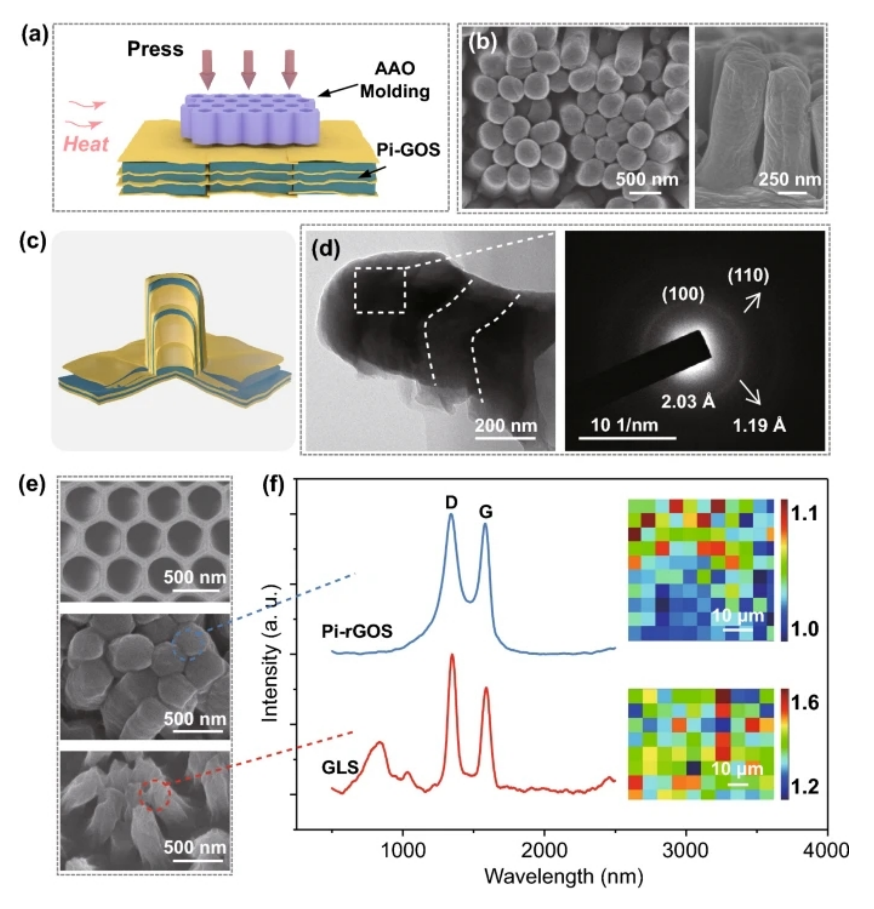
Figure 6. (a)具有通孔AAO模板的热纳米压印工艺示意图。(b)SEM 观察,(c)结构表示和(d)纳米棒外部和内部制造的 TEM 图像。(e) AAO 模板(上)、印迹 Pi-rGOS 纳米柱(中)和热还原 GLS 纳米柱(下)的 SEM 图像。(f)Pi-rGOS 和 GLS 的拉曼光谱。插图是通过考虑 D 和 G 带的强度比对 Pi-rGOS(上)和 GLS(下)的拉曼映射分析。
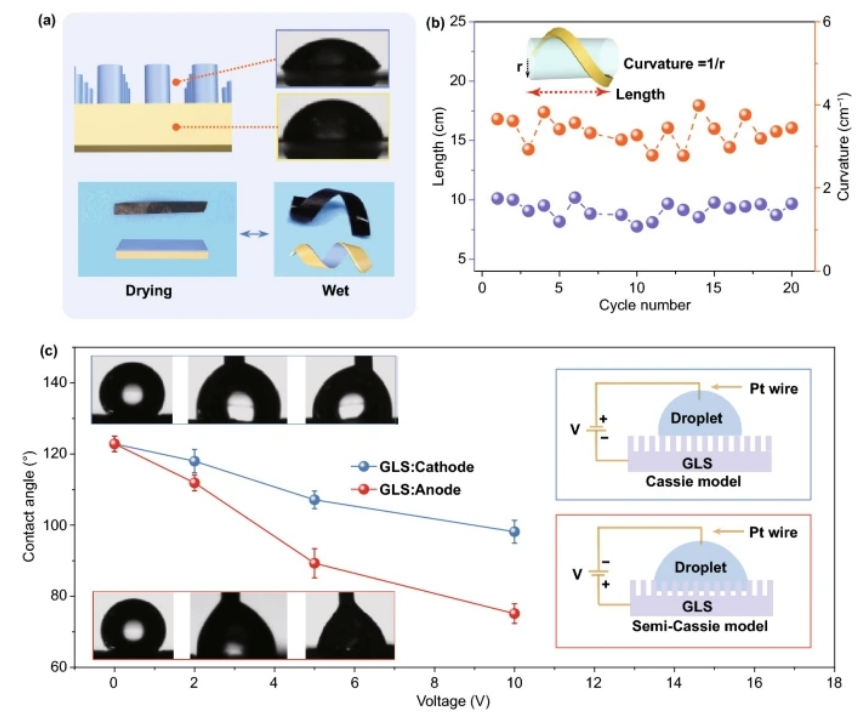
Figure 7. (a) Janus 印迹 Pi-rGOS 的示意图,每侧具有不同的静态接触角(顶部)和 Pi-rGOS 的可逆变形行为(底部)。(b)在多次润湿测试期间,Janus 薄膜的长度和曲率与循环次数的关系图。(c)GLS分别设置为阴极(蓝色)和阳极(红色)时,表观接触角随电压的变化,以及它们对应的Cassie和Semi-Cassie接触模型。
相关研究工作由浙江大学Chao Gao课题组于2022年在线发表于《Nano-Micro Letters》期刊上,原文:Precise Thermoplastic Processing of Graphene Oxide Layered Solid by Polymer Intercalation。
转自《石墨烯研究》公众号