真空盒(VR系列)托盘“pocketless”的载体,它在运输或作业过程中能固定设备,并提供独特的版本卸载设备的需求的能力。并在需要时提供独特的释放设备的能力。使用以下推荐的工艺程序来获得最佳的设备处理。
结构分A、B两种。
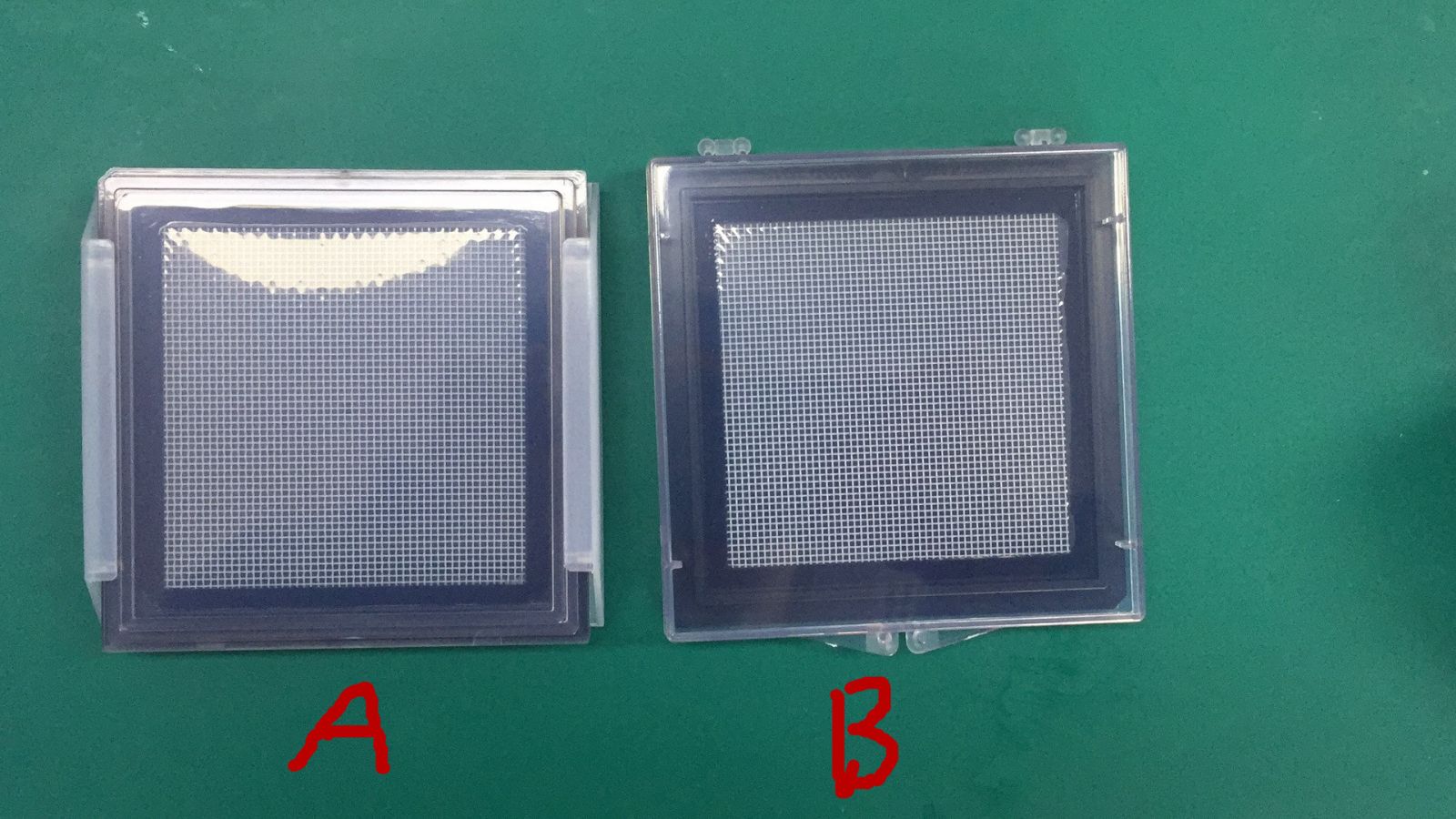
VR2B尺寸
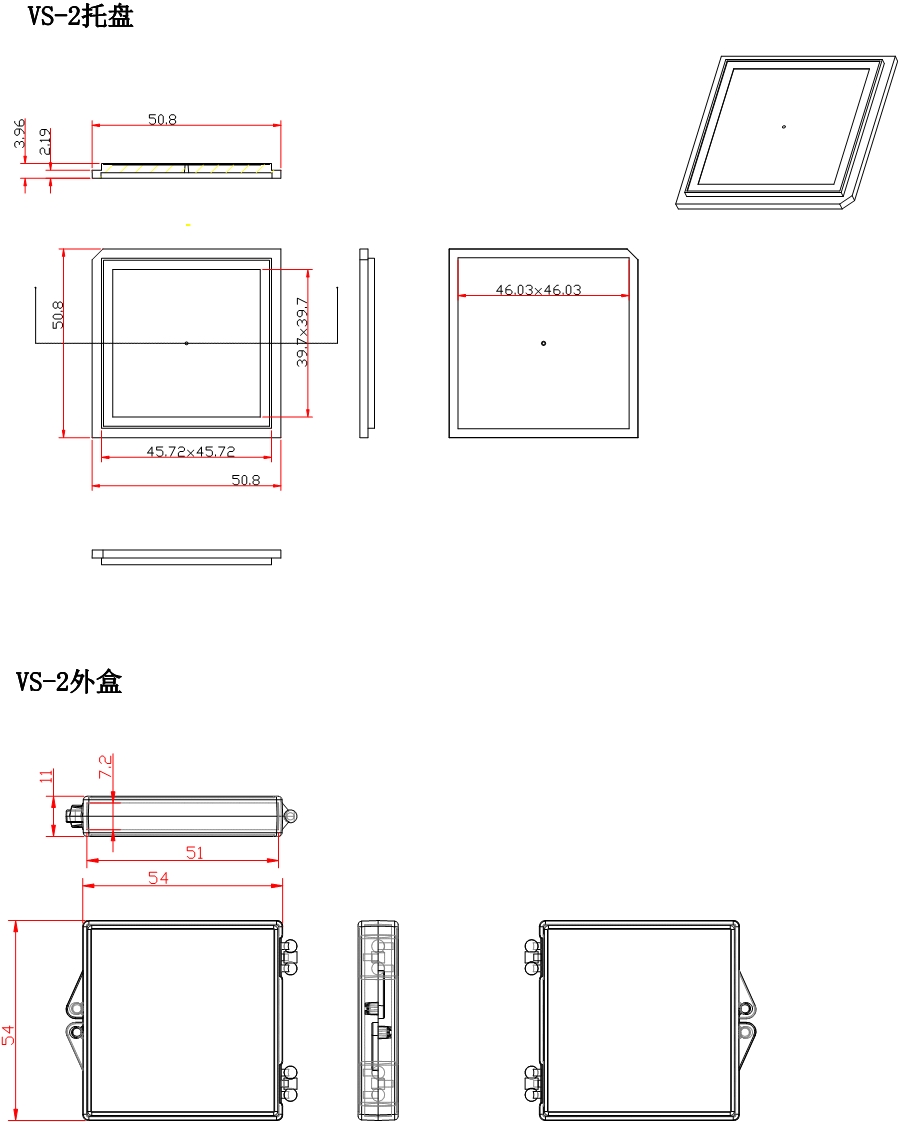
VR4B尺寸
型号:VR-4A-CT-33-XL
VR:真空吸附盒
4A:4英寸插件式真空盒
CT: 黑色导电托盘+防静电透明上盖
33: 33目
XL:超低粘度
型号:VR-2A-CT-76-XL
VR:真空吸附盒
4A:2英寸插件式真空盒
CT: 黑色导电托盘+防静电透明上盖
33: 76目
XL:超低粘度

第一部分:概述
真空盒技术取决于设备和VR托盘中的弹性胶膜表面接触面积的改变。
这种表面接触的变化直接影响胶粘的吸附力。
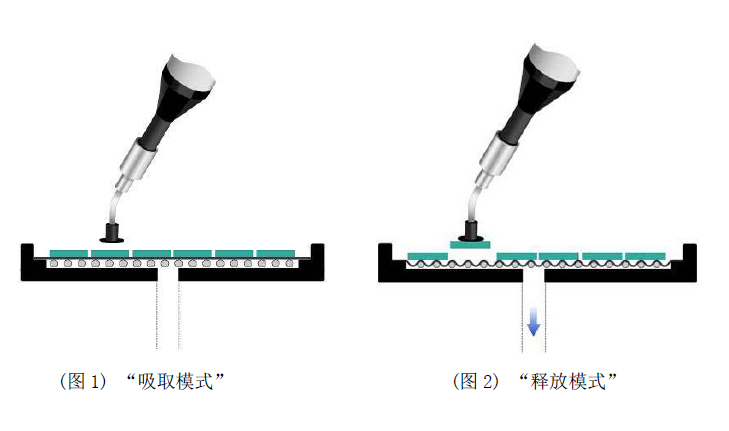
在正常的“吸取模式”(图1)中,表面接触被最大化,设备被牢牢地固定在运输、处理和存储的位置。
在临时“释放模式”(图2)中,通过在托盘底部的一个孔中施加真空,使胶膜与目数的形状相符,从而使表面接触最小化。这减少了胶和设备之间的吸附力(更少的接触点),允许使用真空提取工具时轻松地移除设备。
一旦真空被移除,弹性胶膜就会回到原来的位置,并牢牢地附在设备上。VR托盘是可重复使用的,因此可以在同一个VR托盘上重复这个吸取和释放过程。
请注意,只有在实际设备释放程中才需要对托盘底面应用到真空处理。在胶表面放置设备时是不用抽真空的。
第二部分:目数结构的推荐
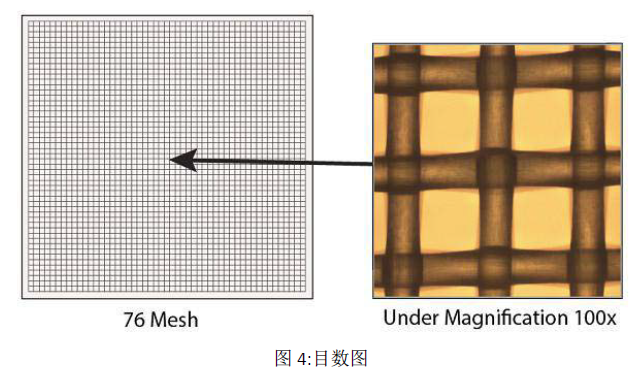
用于特定设备中正确的目数结构(也称为目数大小)基于设备X、Y尺寸。对于最佳设备卸载性能,目的是减少胶到设备接触点的数量,当VR托盘在释放模式下(图2)。因此,我司提供了一系列不同的目数结构:16,33,76,103,137,195。(图3),每一个目数尺寸的对应线 the number of thread lines per linear inch。
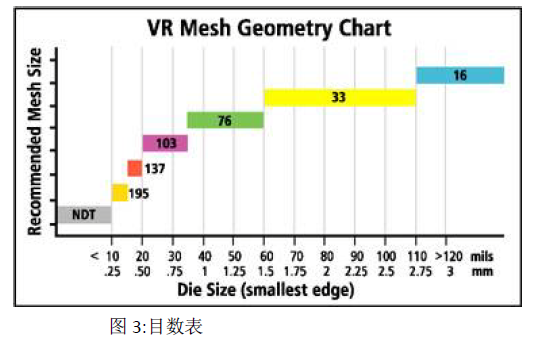
在限定的设备尺寸下,当托盘处于释放模式时,每条线之间最大间距的网格大小会导致接触点最少。在上面的图3中,它对应于16目。相反,在释放模式下,在给定的设备尺寸下,具有最小线间距的网格(尺寸195目)会导致接触点数量最多。
因为接触点越少相当于胶吸附力越小,所以选择目数结构时,目标是在释放模式下,在保持设备完全支持的情况下,尽可能使用印刷线最少的目数。对于既定的设备尺寸,如果目数接触点的数量不足,当真空应用于托盘时,将导致设备倾斜,从而可能导致卸载(误选)问题。
重要的是要注意,网格大小只影响设备卸载性能和只有当VR托盘是在释放模式下(图2)。当VR托盘在正常的吸附模式(图1)下,目数大小是没有影响的。这种胶的吸附力(第5部分)在运输和处理是完全与网格的大小无关。
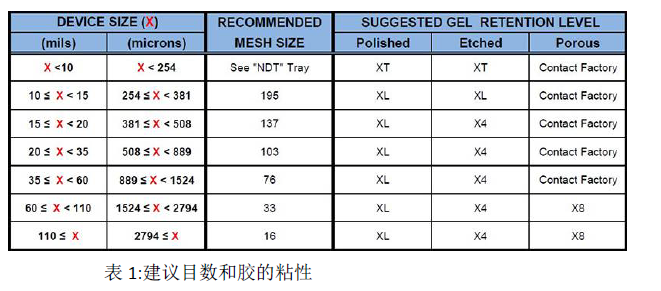
基于设备的大小来推荐目数结构可以使用上图3或下表1很容易地确定。

超低粘度、高粘度、中年粘度、低粘度和粘着力曲线图
注:
a) x =较小一边的尺寸(例如:对于一个15×10mil芯片,参考尺寸为10mils)
b)对于“边界”的芯片尺寸,建议对上下目数类型进行评估
c)对于高深度比的设备,至少需要评一个目数尺寸
d)如果设备小于254um x 254um,请参阅Gel-Pak网站的NDT产品专页
第3部分:建议的胶粘性(吸附力)
特定设备所需的胶粘性(Xn)是尺寸、背面表面粗糙度、平面度和材料涂层等性能的函数。上面的表1还包含了基于表面粗糙度和尺寸的建议保留级别(也称为粘接级别)。
为特定设备选择正确的胶粘度并不是一门精确的科学。每个设备都有自己独特的属性,因此只能“建议。强烈建议对VR样品先进行评估,以确保选择了正确的粘性。
胶粘性水平必须足够高,在运输和搬运过程中可以安全地吸附设备,但允许设备在托盘处于释放模式时轻松卸载。人们倾向于选择最高的粘结层以获得最大的粘结力,但这会导致设备卸载问题(过度的粘结力)。
第5部分和第7部分描述了如何评估特定设备是否选择了正确的粘性和目数大小。
第6部分:设备释放指南
1. 从VR托盘上滑下芯片,取下VR托盘的盖子。

2. 将VR托盘置于真空盘上(如图所示VHP-24手动泵)。VR托盘要与手动、半自动或自动设备搬运设备完全兼容。

3.确保托盘与真空板O形环对齐,以获得紧密的背面密封和吸住真空。

4. 使用真空25" Hg。这将使VR托盘进入“释放模式”,设备可以轻松卸下。

5. 在“释放模式”下,小心地使用真空提取工具移出设备。

6. 从胶表面取出所选器件后,释放真空。(如图所示)

7. 将盖子放回VR托盘上,保存以备以后使用。

注意:不需要从托盘中移除所有设备。VR托盘可重复使用。
第7节:设备卸载评估试验
为了获得最佳的卸料效果,在VR托盘背面施加25”Hg的真空使其进入释放模式。在相对较低的真空条件下,胶膜可能处于释放模式,但为了最佳的设备释放,建议使用全真空。
卸载模拟实际生产环境的设备:钝头钳、手动真空拾取工具或自动模具处理设备。注意确保真空拾取头参数与特定的设备尺寸和材料相匹配。对于自动化设备,为了优化卸载过程,可能需要设置调整,如提取速度。
卸载设备时,卸载工具过驱动(接下压力)应尽量减少,以防止设备被驱动或推入胶表面。这会损坏你的设备和/或导致设备卸载力增加。如果需要,可以使用镊子,但不推荐使用,因为如果使用不当,它们会刺穿凝胶膜。如果可能,建议使用具有连续真空供应的拾取工具。
如果设备难以从胶表面卸载,请确认使用了正确的网格大小(见第2部分)。使用比需要的网格几何形状更紧的网格会导致接触点过多,从而大大增加所需的卸载力。
如果目数尺寸正确,重复卸载试验使用较低粘性的胶。如果选择了较低粘性的胶,确保重复胶吸附力测试(第4部分)。
对于所有产品,应在卸载前将设备留在胶上至少48小时,以达到最大的表面接触,进行较长期的储存试验。
真空释放台:1500元/套
jc@jcno.net